Laser welding is a metal fabrication process that joins metals in applications where precision and efficiency are very important. It can create clean and accurate welds and is compatible with mild steel, stainless steel, or high-strength steel alloys.
This guide will explore the ins and outs of laser welding steel, the advantages of using laser technology over traditional methods, and the critical factors that influence the quality of the weld. By the end, you’ll understand whether you can weld steel with a welder laser and how to optimize the process for superior results.
Can You Weld Steel With a Laser Welder?
Yes, steel can be welded using a laser welder, and this method has gained popularity for its precision, low heat input, and minimal material distortion. Steel’s characteristics—such as its thermal conductivity and strength—make it an excellent candidate for laser welding, whether working with thin sheets or thicker materials.
Types of Steel Weldable by Laser
Mild Steel
Mild steel’s fundamental properties—ductility, machinability, and moderate strength—are responsible for its popularity in construction and automotive applications. Laser welding is compatible with steel alloy, creating a precise, high-speed weld with controlled heat input and reducing material distortion.
This precision increases dimensional accuracy and strength. As a result, laser-welded mild steel components are applicable in making automotive frames, machinery parts, and building supports where mechanical integrity is paramount.
Stainless Steel
Stainless steel’s corrosion resistance and strength make it a preferred material in industries with critical durability and hygiene, such as medical devices and food processing. Laser welding is particularly effective for stainless steel, as it produces clean, defect-free welds with minimal thermal impact, preserving the material’s mechanical properties and corrosion resistance.
The final products, such as medical instruments, sterile processing equipment, and precision electronics housings, maintain their functional reliability and surface integrity and meet stringent industry standards.
High-Strength Steels
These steels are engineered for demanding applications, particularly in automotive manufacturing, where impact resistance and structural strength are critical. Laser welding is essential for high-strength steels due to its precise heat control, which minimizes the heat-affected zone and maintains the material’s mechanical properties.
This results in components with superior strength retention, which is crucial for safety-critical applications such as automotive body structures, crash-resistant frames, and reinforcement elements. The weld quality achieved ensures the longevity and performance of these components in high-stress environments.
How to Weld Steel With a Laser Welder
Laser welding is becoming a standard for these steel types because it allows faster processing times with higher accuracy than traditional welding methods like TIG or MIG welding.
Step 1: Choose the Appropriate Laser
The first step is selecting the right laser system for the job. Different laser technologies are suited for different applications. Fiber Lasers are efficient and can weld thinner materials with speed and precision. CO2 lasers excel in welding thicker steel sections and offer deeper penetration, making them ideal for industrial uses. Lastly, an Nd:YAG laser is suitable for precise welding and tasks that demand minimal heat distortion, such as welding thin or intricate steel parts.
Step 2: Surface Preparation
Preparing the steel surface is crucial. Laser welding is highly sensitive to surface contaminants like dirt, grease, and oxides, which can affect the weld’s quality. Using appropriate cleaning methods, such as chemical cleaners or abrasive techniques, ensures optimal laser energy absorption and minimizes imperfections in the weld.
Step 3: Determine the Correct Laser Parameters
Adjusting the laser parameters is key to achieving a strong, high-quality weld. Key parameters to consider include:
- Power Settings: Lower power settings are sufficient for thin steel sheets, while thicker sections require higher power levels to achieve full penetration.
- Welding Speed: Faster welding speeds reduce heat input and minimize distortion, but overly high speeds can weaken the weld by reducing penetration depth.
- Spot Size and Focus: The laser’s focal spot should be precisely adjusted to deliver concentrated energy for optimal penetration and minimal heat-affected zones.
Step 4: Filler Material (When Necessary)
Laser welding can be performed autogenously (without filler material), especially when welding thin steel parts. However, in cases where joint fit-up is poor or when welding thicker materials, adding a filler material can help strengthen the joint. The choice of filler material should be compatible with the steel alloy to ensure a homogeneous weld.
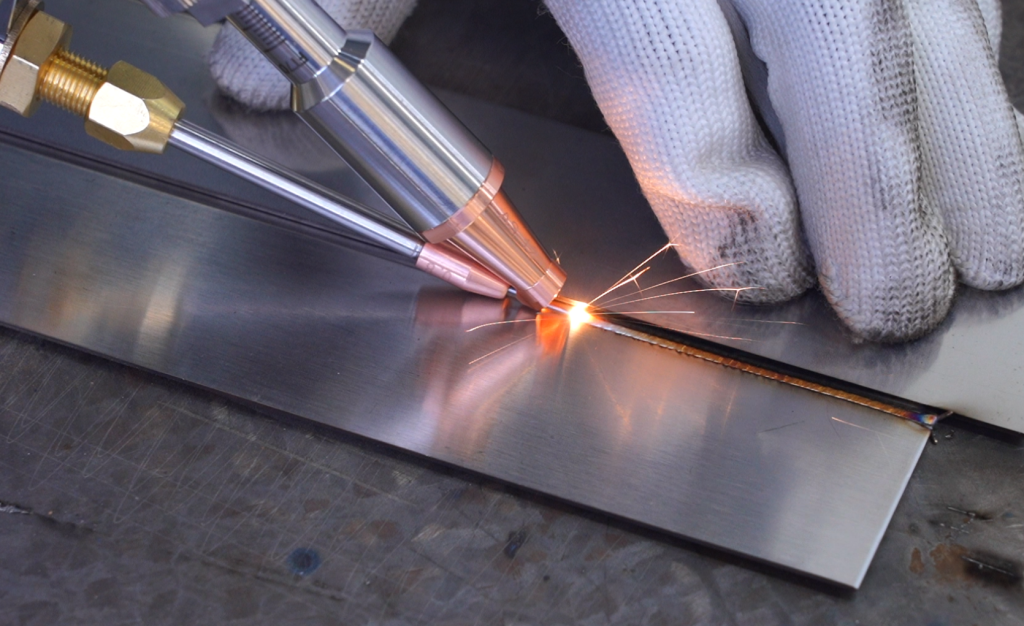
Step 5: Conduct the Welding Process
During welding, the laser creates a molten pool that rapidly solidifies as the laser moves along the joint. Ensuring consistency in movement is essential for maintaining weld quality. In automated environments, robotic systems or CNC-controlled machines are often used to achieve precise, repeatable results.
For manual welding, keeping the laser beam aligned with the joint is important. This ensures consistent penetration and minimizes defects such as porosity or incomplete fusion.
Step 6: Post-Weld Inspection and Treatment
Once the welding is complete, inspecting the weld for quality assurance is essential. Look for common weld defects like cracks, porosity, or undercutting. Depending on the steel and application, post-weld treatments like annealing, stress-relieving, or polishing may be required to enhance the final product’s properties.
Advanced Techniques in Laser Welding Steel
Hybrid Laser Welding
In some industrial applications, hybrid laser welding combines laser welding with traditional arc welding (MIG or TIG) to leverage the advantages of both processes. This method, which is becoming common in many metal welding service providers, enhances weld penetration and reduces the likelihood of defects. It’s particularly useful for welding thick steel sections or dissimilar materials like steel to aluminum.
Multi-Pass Laser Welding
Multi-pass laser welding techniques may be employed for extremely thick steel materials. This method involves making several passes over the same joint, allowing deeper penetration without excessive heat input. Multi-pass welding is often used in shipbuilding, pipeline manufacturing, or structural steel fabrication applications.
Applications of Laser Welding for Steel
Automotive Industry
Laser welding of steel is extensively used in automotive manufacturing. It provides fast, precise welds for high-strength steel components like car frames, doors, and suspension systems. By minimizing heat-affected zones, laser welding helps preserve the material’s strength, which is crucial for crash safety and durability.
Aerospace Industry
In aerospace applications, laser welding of steel is valued for its precision and minimal weight impact. Aircraft turbines, fuel lines, and structural steel components benefit from the clean and accurate results of laser welding.
Medical Device Manufacturing
Stainless steel is commonly used in medical devices, and laser welding is preferred due to its ability to create smooth, contamination-free welds. Applications include surgical instruments, implants, and diagnostic equipment.
Electronics and Microelectronics
Laser welding’s precision makes it a suitable choice for the electronics industry, particularly when welding small steel components used in mobile phones, computers, and microchips.
Advantages of Laser Welding Steel
- Precision and Accuracy: Laser welding offers unmatched precision, making it ideal for complex geometries and fine details in steel components.
- Low Heat Input and Distortion: Since the laser beam is highly focused, heat input is localized, resulting in less warping or distortion of the steel.
- Faster Welding Speeds: Laser welding is significantly faster than conventional methods like MIG and TIG welding, increasing productivity in high-volume production environments.
- Flexibility in Thickness: With the right laser system, steel parts of various thicknesses can be welded efficiently.
- Minimal Filler Material: In many cases, laser welding can be performed without additional filler material, simplifying the process and reducing costs.
Challenges of Laser Welding Steel
- High Initial Costs: Laser welding machines are expensive, especially fiber and CO2 systems. This can be a barrier to entry for smaller operations.
- Surface Preparation: Contaminants on steel surfaces can lead to weld defects, so thorough surface cleaning is necessary, adding time to the process.
- Operator Skill Requirements: Achieving the best results requires a skilled operator to properly set the laser’s power, speed, and focus parameters.
- Thickness Limitations: While laser welding is suitable for a range of steel thicknesses, extremely thick sections may require hybrid techniques or multi-pass welding.
Conclusion
Laser welding near me offers a fast, precise, and efficient way to weld steel. Whether you’re working with thin steel sheets or high-strength alloys, the capabilities of laser welding systems make them a valuable tool in industries like automotive, aerospace, and medical device manufacturing.
Laser equipment can be expensive and requires skillful operation; however, following the steps above can produce high-quality welds with steel, pushing the boundaries of modern fabrication techniques.


